宋 浩,杨鸿建,吴明辉*,胡 娜,王振文,石云光
(1.首钢集团有限公司技术研究院,北京 100043;
2.首钢京唐钢铁联合有限公司镀锡板事业部,河北唐山 063200;
3.首钢京唐钢铁联合有限公司技术中心,河北唐山 063200)
镀锡板是一种两面镀有纯锡的低碳薄钢板,具有良好的耐蚀性能、涂饰性能和焊接性能,国内镀锡板产量的60%以用于食品饮料的包装。镀锡板具有复杂的镀层结构和多样的表面轮廓,在生产制造过程中会根据包装内容物和成形的要求进行产品结构和工艺设计。蛋白饮料用镀锡板是一种特殊的镀锡板产品,蛋白饮料中具有含硫氨基酸,在高温杀菌过程中会产生H2S,极易在镀锡板表面反应发生硫化腐蚀,产生SnS和FeS腐蚀物,在外观上表现为紫褐色或黑色的硫化斑[1]。电镀锡厂在镀锡板生产过程中一般通过钝化处理提高表面钝化膜含量来增强抗硫腐蚀的能力,但在研究与实践中发现并非提高了钝化膜含量就能获得优异的抗硫性能[2-3],同时国内镀锡板厂大部分采用重铬酸钠阴极电解钝化,钝化的边缘效应也导致了镀锡板边部钝化膜含量高于中部钝化膜含量,因此也需要通过工艺优化实现边部与中部抗硫性能的协同控制[4-8]。
镀锡板制罐时要形成二重卷封以提高密封性,如下图1(a)所示罐身与罐盖形成二重卷封压合时在罐身与罐盖接缝位置会有一圈压痕,称为压力痕[9-10],成品罐进行抗硫性能测试时在压力痕上会出现如下图1(b)所示的圆形黑色硫化斑,直径0.5~1.5 mm。这是困扰行业的一个难题。因此本文通过扫描电镜、白光干涉仪、电化学工作站、附着力测试仪等对硫化斑、镀锡板表面轮廓、钝化膜及漆膜附着力等进行分析,从而获得镀锡板抗硫性能的关键影响因素和解决压力痕硫化斑缺陷的控制工艺。

图1 二重卷封的压力痕及硫化黑斑Fig.1 Indentation of double-seam and sulfide staining
实验采用MR T-4 CA,厚度0.2 mm,冷轧板退火后进行双机架平整获得镀锡基板,然后进行表面处理,表面处理工艺流程为化学碱洗→电解碱洗→化学酸洗→电镀锡→软熔处理→钝化处理→涂油;
涂覆镀锡板加工流程为涂漆→烘烤固化→彩印→裁剪→制罐。
1.1 平整处理
MR T-4 CA双机架平整为延伸率控制,平整延伸率1.6%,其中一机架平整延伸率0.8%,二机架平整延伸率0.8%。配辊工艺1:一机架工作辊为毛化辊,粗糙度1.3 μm,二机架工作辊为磨削辊,粗糙度0.4 μm。配辊工艺2:一机架工作辊为毛化辊,粗糙度1.6 μm,二机架工作辊为磨削辊,粗糙度0.9 μm。
1.2 镀锡工艺
镀锡溶液采用MSA电镀液,电流密度为15 A∙dm-2,镀锡量为2.8 g∙m-2,经感应加热至270℃形成0.5 g∙m-2的Sn2Fe合金层。
1.3 钝化处理
钝化处理采用重铬酸钠阴极电解钝化,钝化液采 用25 g∙L-1重铬酸钠,pH为4.4,钝化液温度42℃,采用恒电荷密度控制模式,钝化电荷密度分别为0.1 As∙dm-2、0.3 As∙dm-2、0.5 As∙dm-2、1.0 As∙dm-2。
1.4 涂漆工艺
采用扬瑞蛋白饮料专用涂料MC6935-307,罐内壁涂漆两次,每次漆膜重量为5.0 g∙m-2,烘烤温度190℃,烘烤时间10 min,成品干膜厚度约0.3 μm。
2.1 缺陷分析
缺陷形貌分析采用德国卡尔蔡司公司的钨灯丝扫描电镜,并分析采用扫描电镜配备的EDX进行能谱分析。
2.2 镀层测试
镀层检测采用瑞士万通PGSTART 128N电化学工作站,检测样品尺寸为1 cm×1 cm,钝化膜检测是在磷酸盐缓冲液中试样为阳极,电流密度25 μA∙cm-2,测量电解曲线利用校准系数计算钝化膜含量;
锡层、合金层的测量是在盐酸电解液,电流密度25 μA∙cm-2,根据纯锡层、合金锡、钢基体相对于参比电极的电位不同,记录溶解过程试样电位随时间变化求得纯锡、合金锡[11-12]。
2.3 表面形貌测试
表面轮廓分析采用布鲁克公司的白光干涉仪Contour GT-K1,该设备为自动样品台,样品加工时保证样品平整。
2.4 漆膜附着力测试
通过附着力测试仪进划圈测试附着力性能,评级方法参照GB/T 1720—2020《漆膜划圈试验》,评级标准如下图2所示,划痕上侧依次标出1、2、3、4、5、6、7七个部位,相应分为七个等级,如部位1漆膜完好,定为1级,部位1漆膜破损而部位2完好,定为2级,以此类推,其中附着力1级最优,附着力7级最差,划痕下侧1~8八个部位不需要考察。

图2 附着力示意图Fig.2 Schematic diagram of adhesion
2.5 抗硫性能测试
抗硫性能测试以0.05%的Na2S溶液为模拟液,将弯折的测试样浸泡在装有Na2S溶液的试剂瓶内,121℃加热30 min,根据下表1进行抗硫性能评级[13]。

表1 抗硫性能判定标准Tab.1 Criteria of sulfide staining resistance
罐体的抗硫性能是将0.05%的Na2S溶液装满整罐,封盖后121℃加热30 min,实验完成后观察罐壁抗硫性能,同时将罐盖去除检查压力痕位置是否有硫化斑,有硫化斑即判为抗硫性能不合格。
3.1 硫化斑缺陷分析
如图3和表2所示,通过扫描电镜对缺陷位置进行分析,位置3和位置4仅含有C和O元素,可以判断为漆膜位置,位置1和位置2中C元素含量高,同时含有S元素和Fe元素,可知该位置为漆膜上覆盖了一层腐蚀产物FeS,位置6和位置7仅含S元素和Fe元素,可知该位置为硫化腐蚀发生的位置,位置5仅含Sn元素和Fe元素,可知该位置为镀锡板表面漆膜破损位置,但未发生腐蚀。

表2 缺馅位置元素分析Tab.2 Elemental analysis of defect location

图3 缺陷位置扫描电镜图Fig.3 SEM picture of defect location
背散射电子成像下对腐蚀发生位置放大500倍观察,腐蚀发生位置直径约100 μm,腐蚀产物由该位置向四周扩散,可以判断为在漆膜破损位置发生了硫化腐蚀,腐蚀产物向周围扩散并覆盖了周边漆膜,扩散直径约500 μm。
综上分析可推断,在制罐过程中卷封位置在压力的作用镀锡板表面异常凸点扎破漆膜产生了约100 μm直径的破损,进行抗硫性能测试时在漆膜破损位置发生了硫化腐蚀,生成的腐蚀产物FeS向周围扩散产生了约500 μm的硫化斑。
3.2 表面轮廓分析
该产品漆膜厚度3~4 μm,若轮廓中存在大于漆膜厚度的凸点,二重卷封压合时就有可能导致漆膜的破损,为了验证镀锡板表面凸点对漆膜的影响,在平整段采用两种配辊工艺[14-16]。
如下表3所示,配辊工艺1时获得的镀锡基板粗糙度Ra为0.40 μm,轮廓峰密度值Rpc为105.00个∙cm-1,轮廓最大峰高Rp为1.45 μm,轮廓最大谷深Rv为1.16 μm,轮廓最大高度粗糙度Rz为2.61 μm;
配辊工艺2时获得的镀锡基板粗糙度Ra为0.70 μm,轮廓峰密度值Rpc为84.00个∙cm-1,轮廓最大峰高Rp为2.34 μm,轮廓最大谷深Rv为1.86 μm,轮廓最大高度粗糙度Rz为4.20 μm。

表3 表面轮廓检测信息Tab.3 Surface profile detection information
由下表4中编号1~4为配辊工艺1下电镀锡2.0 g∙m-2后表面轮廓参数,编号5~8为配辊工艺2下电镀锡2.0 g∙m-2后表面轮廓参数,图4显示软熔处理后锡主要回流到毛化坑和轧制条纹里,其填谷作用导致表面粗糙度Ra等参数均减小[17-18],其中镀锡量2.0 g∙m-2时导致1#粗糙度Ra降低至0.30~0.34 μm,轮廓最大高度Rz降低至1.89~1.96 μm,2#粗糙度Ra降低至0.54~0.60 μm,轮廓最大高度Rz降低至3.06~3.22 μm。
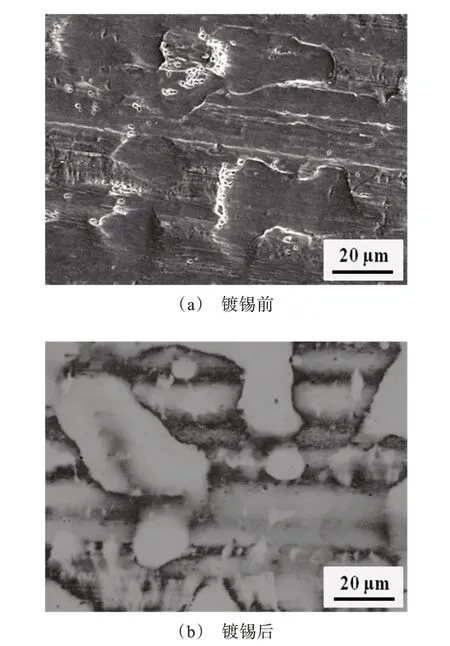
图4 镀锡前后表面SEMFig.4 SEM before and after tin plating

表4 表面轮廓检测信息Tab.4 Surface profile detection information
3.3 漆膜附着力
为了实现镀锡板漆膜附着力和抗硫性能的协同控制,实验不同的钝化电荷密度对附着力及抗硫性能的影响。由下图5漆膜附着力测试结果可以看出,钝化工艺是影响镀锡板漆膜附着力的主导因素,随钝化电荷密度上升漆膜附着力呈下降趋势,配辊工艺对漆膜附着力没有明显影响,证明了对于镀锡板来说提高粗糙度Ra和轮廓峰密度值Rpc对漆膜附着力没有明显影响[19]。

图5 不同工艺下镀锡板附着力结果Fig.5 Results of adhesion under different processes
对比分析镀锡板边部2 cm与中部的漆膜附着力发现钝化电荷密度1 As∙dm-2时,边部附着力6级,中部附着力3级,钝化电荷密度0.5 As∙dm-2时边部附着力为5级,中部附着力1级,钝化电荷密度0.3 As∙dm-2和0.1 As∙dm-2时边部附着力为1级,中部附着力1级,说明镀锡板边部漆膜附着力与中部漆膜附着力的差异是由钝化引起的。
由下图6可以看出,阴极电解钝化存在边缘效应,钝化电荷密度越大或者说钝化电流越大,边缘效应越明显,边部钝化膜含量增加越大,钝化膜含量的增加导致了边部漆膜附着力下降。

图6 不同位置的钝化膜含量Fig.6 Passivation film content at different positions
3.4 抗硫性能分析
如下图7平板弯折抗硫测试结果显示,钝化电流和表面轮廓对抗硫性能都有影响,随着钝化电荷密度的升高,抗硫性能先上升后下降,漆膜是阻止镀锡板与腐蚀介质接触的第一道防线,钝化膜为第二道防线,因此在保证漆膜附着力前提下提高钝化膜含量有利于提高抗硫性能[21]。
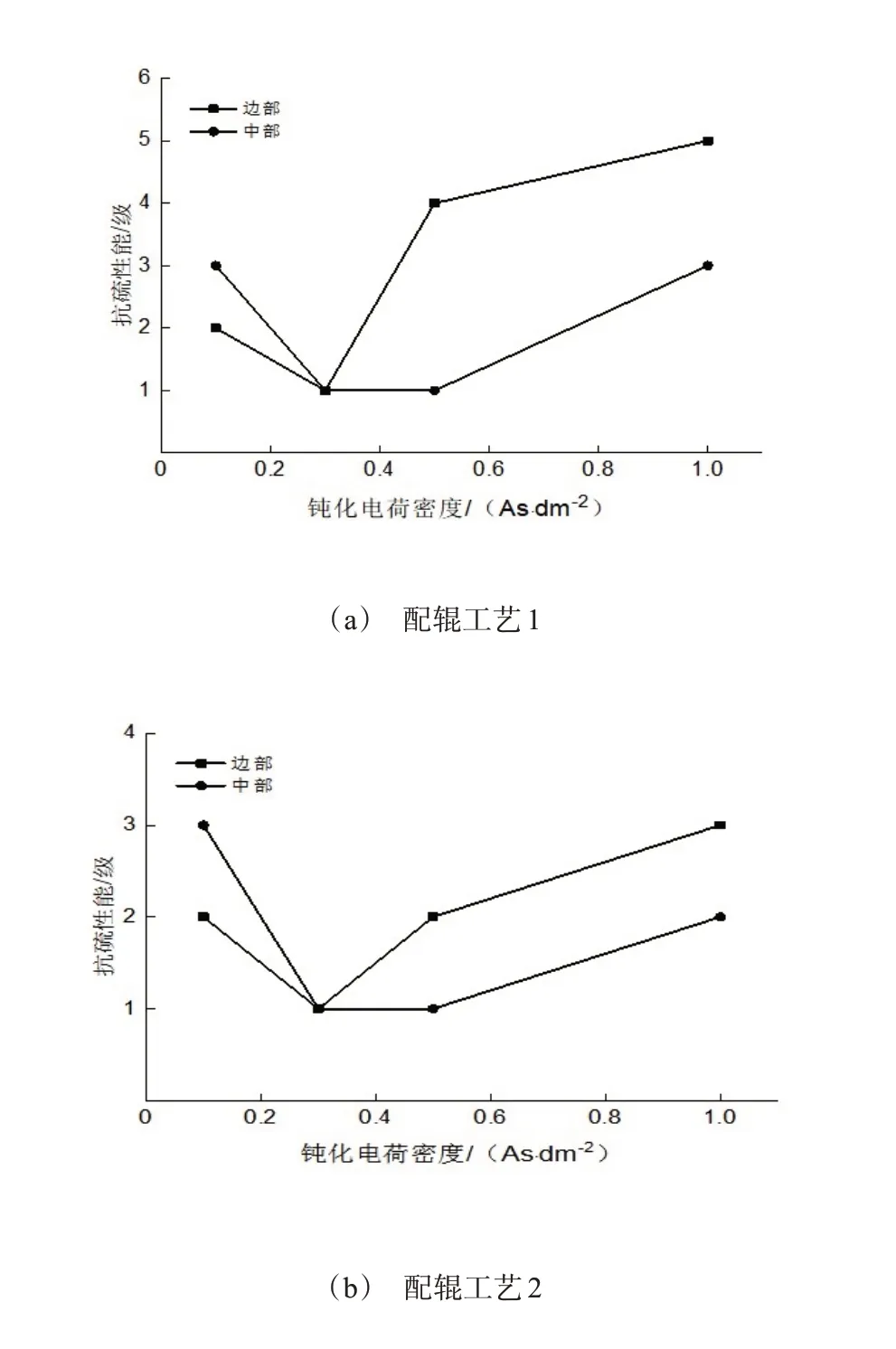
图7 不同工艺下镀锡板的抗硫性能结果Fig.7 Results of tinplate sulfur resistance under different processes
在较高钝化膜条件下,提高镀锡板粗糙度有利于提高抗硫性能,是因为粗糙度影响钝化膜和漆膜的分布,钝化膜由于尖端效应在表面轮廓峰处集中,而漆膜在轮廓谷中分布,这就形成了钝化膜和漆膜抗硫的协同作用,当钝化电流为0.3 As∙dm-2时,两种配辊工艺下边部和中部的抗硫性能均能达到1级。
对成品罐进行抗硫性能检测,罐身二重卷封压力痕位置抗硫测试结果如下表5所示,采用配辊工艺1,钝化电荷密度0.3 As∙dm-2时最佳,抗硫合格率达到100%。
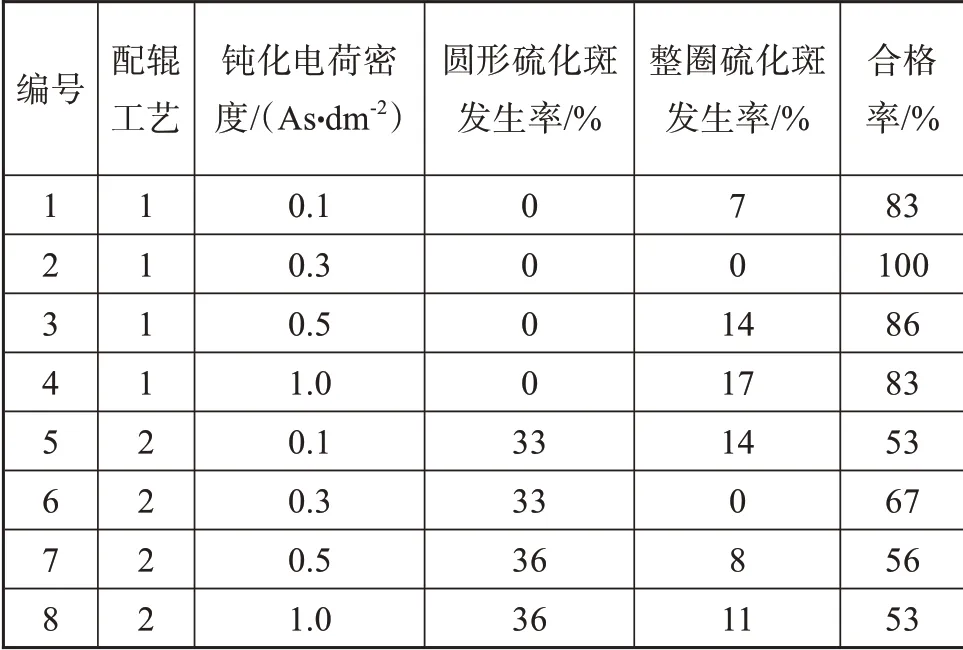
表5 抗硫性能测试结果Tab.5 The results of sulfide staining resistance test
其中位置1、2、3、4均没有出现图1(b)所示的漆膜破损导致的硫化斑,位置5、6、7、8均出现了漆膜破损导致的硫化斑,说明低粗糙度时轮廓最大高度Rz小于漆膜厚度,压力变形时不易导致漆膜破损。
钝化电荷密度0.1 As∙dm-2时由于钝化膜偏低,在卷封变形位置出现整圈硫化斑;
钝化电流0.5 As∙dm-2和1.0 As∙dm-2时由于边部漆膜附着力的下降,导致当边部在罐口时出现整圈硫化斑。
(1)镀锡板表面轮廓最大高度Rz大于漆膜厚度时,压力变形时易导致漆膜破损发生硫化腐蚀;
(2)镀锡板漆膜附着力主要受钝化膜的影响,钝化膜含量越高漆膜附着力越差,表面粗糙度对漆膜附着力作用不明显;
(3)镀锡板抗硫性能受到漆膜附着力、钝化膜和表面轮廓的共同作用;
(4)阴极电解钝化存在边缘效应,会导致边部钝化膜含量高于中部,导致镀锡板边部与中部的漆膜附着力和抗硫性能存在差异;
(5)最大轮廓高度Rz小于3 μm时压力痕位置圆形硫化斑消失;
(6)配辊工艺1.3μm+0.4μm,钝化电流0.3 As∙dm-2时,边部和中部抗硫性能均达到1级,卷封位置抗硫性能合格率达到100%。
猜你喜欢 附着力漆膜硫化 硫化历程对胎面胶微观结构和性能的影响弹性体(2022年3期)2022-11-15光伏玻璃釉料反射率和附着力的影响因素*陶瓷(2021年8期)2021-09-26制膜及保养条件对弹性涂料性能影响因素分析绿色建筑(2021年2期)2021-09-15汽车重涂漆膜质量的检验方法汽车维护与修理(2021年2期)2021-02-03云南迪庆铜铅锌硫化矿浮选分离研究矿产综合利用(2020年1期)2020-07-24润滑油漆膜的成因及其消除方法润滑油(2020年1期)2020-03-09稳定漆膜厚度与降低电泳漆消耗的关系研究汽车实用技术(2019年16期)2019-09-11悬臂式硫化罐的开发设计中国特种设备安全(2019年3期)2019-04-22多弧离子镀制备TiAlSiN涂层的工艺研究科技创新与应用(2018年1期)2018-01-19有机硅弹性涂层双向连接控制技术研究中小企业管理与科技·下旬刊(2016年12期)2017-01-17