臧建所, 于凤云, 芦玉梅
(1.黑龙江科技大学 机械工程学院, 哈尔滨 150022;
2. 黑龙江科技大学 研究生学院, 哈尔滨 150022)
在机械加工中,工件在夹具上的定位误差占工件制造误差的1/5~1/3,因此,正确计算定位误差对合理进行误差补偿、提高工件加工精度显得十分重要。定位误差受毛坯尺寸误差、定位元件自身制造误差等诸多因素的影响。V形块是外圆类工件加工中广泛使用的定位元件,对其定位误差的分析学者们进行了诸多的研究,周莉[1]指出了夹具可以提高零件制造的效率以及质量。侯家林[2]研究了工件载荷对定位精度的影响,给出了定位误差补偿的方法。牛永江[3]得出外圆柱面工件在V形块上定位时定位基准符合母线论和轴线论。高如松[4]研究了固定V形块与活动V形块组合使用时定位误差的计算方法。胡凤英[5]给出在CAD环境下,精确绘图并标注定位误差值的方法。李双成[6]提出一种尺寸链公差法计算零件定位误差的方法,使定位误差计算变得简洁。金捷[7]分别采用极限位置法、尺寸链分析法计算定位误差,得出使用V形块的两定位平面的交线和对称中心面作为产生的定位误差大小相同。马伏波等[8]编制了一套计算定位误差的计算机程序,可以迅速地计算出定位误差。基于上述研究,笔者分析定位元件的V形块其制造误差对被加工工件定位精度的影响,提高工件定位精度。
V形槽半角误差是V形块尺寸参数之一,理论上V形槽左右半角相等,均为α,通常取45°和60°等。在V形块制造过程中不可避免地会产生V形槽半角偏差Δα在±30′~±1°内,Δα的存在将使V形块两工作侧面产生对称度误差,影响被加工工件的定位精度[9]。同时,V形块的安装误差会通过Δα影响工件的定位精度。
实际生产中,与V形块接触作为定位基准的工件外圆表面多为已精加工、半精加工表面,根据误差复映原理,其几何误差较小,因此,工件自身引起定位误差的主要因素是尺寸误差Δd。V形槽半角偏差如图1所示。
由图1可见,当实际V形槽半角大于理论V形槽半角,即α′>α时,则α′-α=Δα>0。当实际V形槽半角小于理论V形槽半角,即α′<α时,则α′-α=Δα<0。
图1 V型槽半角偏差Fig. 1 Half angle deviation of V-groove
图2 浇口套工序尺寸Fig. 2 Gate sleeve process dimensions
2.1 单因素Δα的影响
若工件直径均为φd,不考虑工件尺寸误差Δd,V形块只存在单侧V形槽半角偏差Δα,使工件在水平和竖直方向均产生了移动,分析Δα对工件三个工序尺寸定位误差的影响。当Δα>0,Δd=0时,工件极限位置如图3a所示。由于存在Δα,使工件轴线沿与水平方向成45°的右下方偏移,工序尺寸H1、H2、H3产生的定位误差值分别为线段ON、GH、QR的长度,三者的定位误差相等,即:
(1)
当Δα<0、Δd=0时,工件极限位置如图3b所示。Δα使工件轴线沿与水平方向成45°的左上方偏移,工序尺寸H1、H2、H3产生的定位误差值分别为线段ON、GH、QR的长度,三者的定位误差相等即:
(2)
图3 工序尺寸H1、H2、H3的定位误差Fig. 3 Positioning error of process dimensions H1,H2 and H3
Δα影响槽两侧面的对称中心平面对工件轴线产生对称度误差。Δα的存在使工件轴线沿与水平成45°角方向上发生了移动,而加工中刀具的调刀基准没有改变,所以工件加工部位会产生对称度误差f,按工序尺寸H1、H2、H3进行度量,其数值均为线段MO长度的2倍。即:
(3)
由式(3)可知,Δα>0时取“-”号,Δα<0时取“+”号。
2.2 双因素Δα、Δd的综合影响
2.2.1 当Δα>0、Δd>0时的定位误差
由于Δα和Δd的存在,当Δα>0、Δd>0时,工序尺寸H1、H2、H3产生的定位误差,使工件轴线向右下方偏移,工件极限位置如图4所示。其中,β=45°-Δα。
图4 当Δα>0、Δd>0时工序尺寸的定位误差 Fig. 4 Positioning error of process dimensions for Δα>0 and Δd>0
工序尺寸H1的定位误差值线段ON的长度为
(4)
工序尺寸H2定位误差大小为线段HG的长度为
(5)
工序尺寸H3的定位误差大小为线段QR的长度为
(6)
Δα对槽两侧面的对称中心平面产生对称度误差。按工序尺寸H1、H2、H3进行度量,其数值均为图中OM线段长度的2倍。即:
(7)
2.2.2 当Δα<0、Δd>0时的定位误差
当Δα<0、Δd>0时工序尺寸H1、H2、H3产生的定位误差,工件极限位置如图5所示。
图5 当Δα<0、Δd>0时工序尺寸的定位误差 Fig. 5 Positioning error of process dimensions for Δα>0 and Δd>0
工序尺寸H1的定位误差值为线段ON的长度,即:
(8)
工序尺寸H2的定位误差大小为线段HG的长度,即:
(9)
工序尺寸H3的定位误差大小为线段QR的长度,即:
(10)
Δα影响槽两侧面的对称中心平面对工件轴线产生的对称度误差。按工序尺寸H1、H2、H3进行度量,其数值均为图中OM线段长度的2倍,即:
(11)
表1 各工序尺寸定位误差计算结果
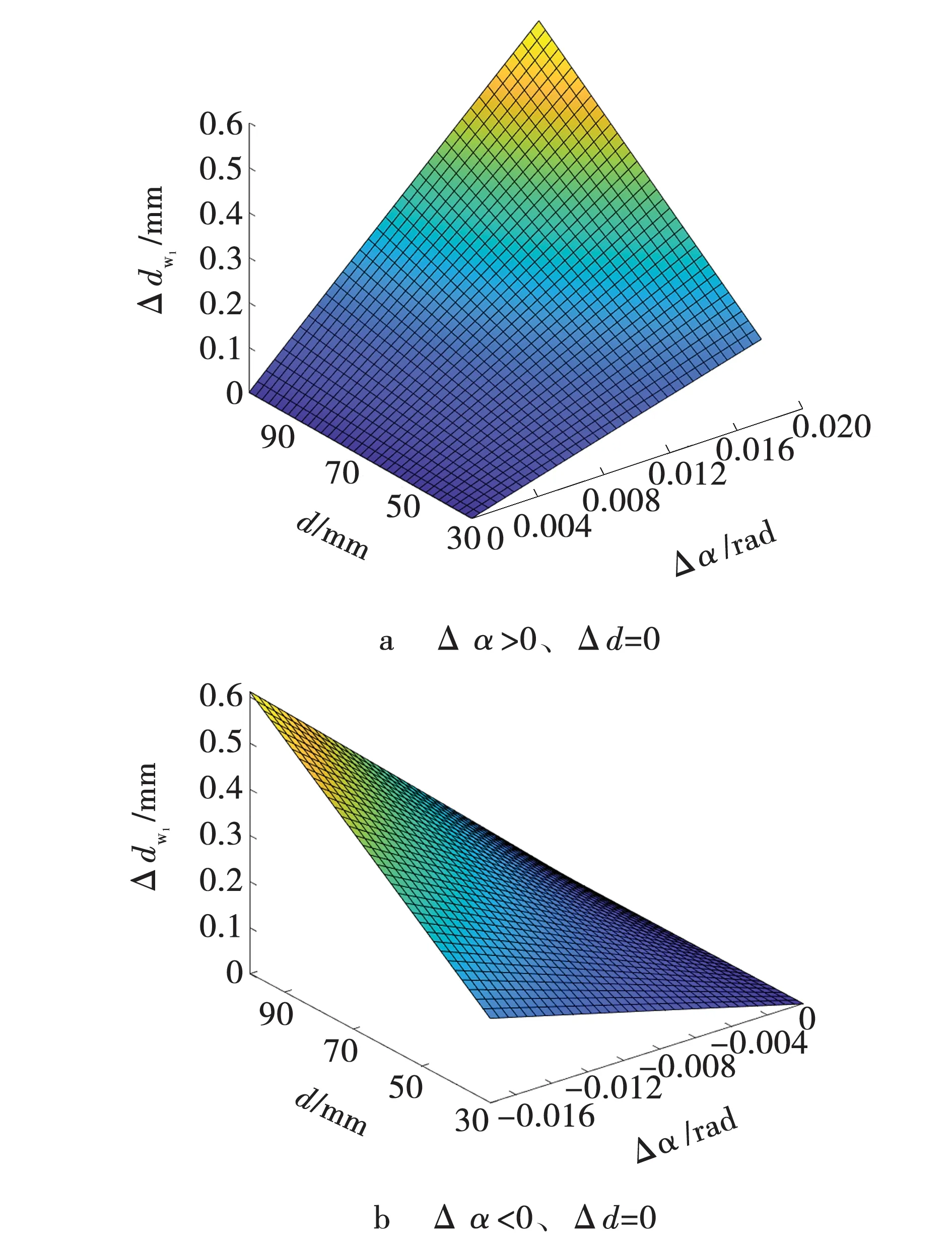
图6 单因素对定位误差影响规律 Fig. 6 Influence rule of single factor on positioning error
由式(1)可知,工序尺寸H1、H2、H3定位误差受Δα影响变化规律相同,表1中数据在不考虑Δd对工件定位误差的影响的情况下,当仅存在Δα=+30′时,会引起各工序尺寸的定位误差均为0.122 mm,反映出Δα引起的定位误差与工序基准无关。同时还会产生0.244 mm的对称度误差,几何误差是定位误差的2倍,影响了加工表面的位置精度。工件定位误差随Δα的增大而增大。
加工示例中注塑模具浇口套直径d=40 mm,Δα>0、Δd>0双因素对定位误差影响规律,如图7所示。综合考虑Δα、Δd同时作用对定位误差影响时,ΔH1、ΔH2、ΔH3均增大0.122 mm,增大幅度一致。同时各工序尺寸都产生了0.240 mm的对称度误差。由图7可知,工序尺寸H1、H2、H3定位误差受Δα、Δd影响程度不相同,工件以上母线为定位基准,Δd较Δα对定位误差影响更为显著;
工件以下母线为定位基准,Δα较Δd对定位误差影响更为显著。

图7 双因素对定位误差影响规律Fig. 7 Influence of two factors on positioning error
以表1中工序尺寸H1为例,Δα、Δd综合作用对其产生的定位误差0.334 mm,是Δα和Δd分别单独作用产生定位误差0.122和0.212 mm之和,对工序尺寸H2、H3也有同样的规律,说明Δα、Δd双因素对各工序尺寸产生的定位误差是Δα和Δd单因素分别产生定位误差在各工序尺寸方向上的代数和。
(1)采用极限位置法,引入V形槽半角偏差Δα,研究以V形块作为定位元件加工回转体类工件时产生的定位误差,在工件被加工表面确定的情况下,采用三种工序尺寸标注方法比较定位误差,使研究结论更具有普遍性。
(2)在分别考虑单因素Δα、Δd对工件定位误差影响的基础上,考虑二者同时存在时对工件定位误差的影响,推导出定位误差和对称度误差的计算公式,为以V形块为定位元件的回转体类工件在加工中进行定位误差补偿和工件制造误差分析提供了依据。
(3)在验证实验中反映出单因素Δα会引起工件的定位误差和几何误差,其数值大小与工序基准无关。当双因素Δα、Δd同时存在时,各工序尺寸定位误差同幅度增大。
猜你喜欢 工件工序线段 带服务器的具有固定序列的平行专用机排序杭州电子科技大学学报(自然科学版)(2022年4期)2022-08-23120t转炉降低工序能耗生产实践昆钢科技(2022年2期)2022-07-08带冲突约束两台平行专用机排序的一个改进算法杭州电子科技大学学报(自然科学版)(2022年3期)2022-06-08工业机器人视觉引导抓取工件的研究智能制造(2021年4期)2021-11-04画出线段图来比较小学生学习指导(高年级)(2021年5期)2021-05-18浅谈SDS脱硫技术在炼焦工序中的运用昆钢科技(2021年1期)2021-04-13一类带特殊序约束的三台机流水作业排序问题杭州电子科技大学学报(自然科学版)(2020年3期)2020-06-08土建工程中关键工序的技术质量控制建材发展导向(2019年10期)2019-08-24怎样画线段图小学生学习指导(低年级)(2019年3期)2019-04-22数线段小学生学习指导(低年级)(2018年12期)2018-12-29