黄伍刚,蒙文琅,张世珍
(柳州五菱柳机动力有限公司,广西 柳州 545005)
机油盘俗称油底壳,是发动机用来储存润滑油的零件,内部设有挡油板防止润滑油过分激荡[1]。目前使用较多的有冲压机油盘和铸件机油盘,机油盘的密封性是设计者需着重考虑的要素。提高密封性除了关注密封胶的材料,还需要从结合面的密封结构上考虑,密封结构直接影响到密封胶密封效果,是设计者需重点考虑的因素。
现有机油盘安装面密封结构,为平面法兰结构密封,安装机油盘时先在机油盘安装面上涂上密封胶,在通过定位销将机油盘准确的装到缸体上,最后上紧螺栓。机油盘在上紧时将密封胶挤向密封面两边,挤压过程中密封胶填补密封面凹点、划痕和不规则变形,并在密封面两边外侧形成密封连续的胶带,从而起到密封效果,如图1所示。

图1 现有机油盘安装面密封结构
但此密封结构存在以下不足之处:
(1)法兰面平齐接触,密封胶被挤出后容易形成薄片状,难形成圆柱状密封胶带。薄片状的密封胶容易出现断裂的情况,影响密封性,被挤压到机油盘内部的密封胶带是机油盘密封的第一道防线,对密封效果起到至关重要的作用,发动机试机时机油容易从薄片状的密封胶处渗出。在发动机正常的线上生产过程中,机油盘安装工位到发动机加机油、试机工位一般时隔40~50 min,在这时间里填充在机油盘安装面的内部的密封胶还没干,只有被挤压出来的密封胶先干了。此时机油盘的密封主要靠被挤出到内侧的密封胶形成的胶带密封,如被挤压出来的密封胶形成了片状的胶带,难以形成密封效果良好的第一道密封防线,机油可能会冲破密封胶渗出。
(2)垂直或平齐的溶胶结构,在螺栓预紧力的作用下容易将挤压出来的密封胶带剪断,从而影响发动机的密封效果。
(3)机油盘放油螺塞采用金属平垫圈密封结构(图2),两种金属材质接触形成的密封面密封效果较差,通过螺栓压紧力将金属平垫圈和机油盘挤压变形达到密封效果,需要对接触面的粗糙度进行严格控制,通常要求表面粗糙度Ra≤0.8,加大了安装面的加工难度和成本。

图2 金属平垫圈密封结构
为了解决现有机油盘密封结构上存在的不足,针对机油盘安装面和放油螺塞密封结构进行优化设计。
2.1 铸件机油盘斜坡式密封结构
斜坡式密封结构与传统的平面密封结构的区别在于:斜坡式密封结构在机油盘安装面内侧边缘增加一个倒斜角(图3),斜角为30°,长边为2~3 mm。首先,这种结构形成能在缸体和机油盘之间形成一个三角形的溶胶区域,机油盘安装上紧时被挤压出来的密封胶会填充三角形溶胶区域,在三角形溶胶区域内形成一圈连续、严实的密封胶带;
其次,三角形溶胶区域也有效避免了密封胶被挤压成片状的情况,密封胶被挤出后会粘到溶胶区域的上下两侧留在溶胶区域内;
此外,该结构还能避免面封结构密封胶带容易断裂的问题。
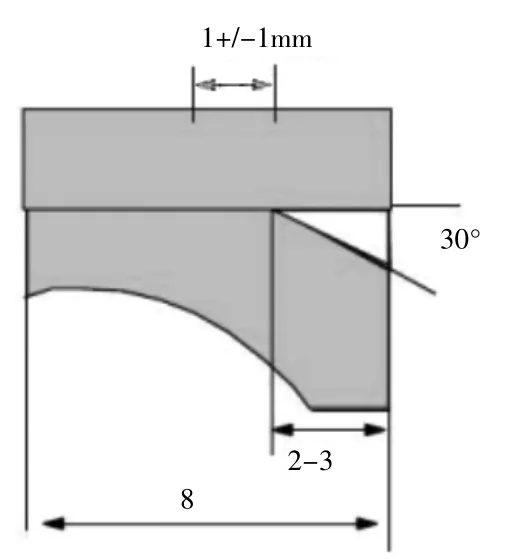
图3 斜坡式
2.2 冲压件机油盘圆弧倒角式密封结构
圆弧倒角式的密封结构(图4)与斜坡式密封结构类似,倒斜角结构在冲压件中会影响冲压件机油盘的强度,且工艺上难实现,故冲压件采用圆弧倒角的结构比较合理。其密封原理与斜坡式结构类似,都是通过在密封面边缘做圆弧倒角使平齐的密封面边缘形成溶胶槽,密封胶被挤出后填充进入溶胶槽内能形成连续的、不易断裂的密封胶带,形成第一道密封防线,密封效果如图5所示。

图4 圆弧倒角式

图5 圆弧倒角式密封效果
2.3 橡胶垫密封结构放油螺塞
橡胶垫密封结构放油螺塞(图6)与传统依靠金属平垫片密封的放油螺塞相比,密封性能有很大改善。传统放油螺塞靠平垫片密封,不但对密封面的粗糙度有严格要求,而且需要较大的螺栓拧紧力矩才能起到密封效果。橡胶垫密封结构放油螺塞从密封结构上进行改进,在螺栓头部增加橡胶密封垫的安装凹槽,橡胶密封垫内圈与螺栓通过过盈配合装配,形成第一道密封密封结构;
在装配时,橡胶密封垫受到螺栓头部挤压产生变形,变形的橡胶密封垫能紧贴在机油盘密封面形成密封结构,变形后的橡胶垫片可将放油螺塞的凹槽填充满,达到密封目的。橡胶结构与金属结构的密封效果优于金属与金属接触的刚性密封结构。

图6 橡胶垫密封结构
在试制阶段的一次发动机长缸体试漏试验中,采用传统金属平垫圈密封结构的部分发动机发生泄漏,泄漏的位置刚好为平垫圈与机油盘的安装密封面。现场更换放油螺塞和平垫圈的方法,但未能解决泄漏问题,最后通过加大放油螺塞的上紧力矩才通过长缸体试漏试验。
3.1 机油盘密封结构优化效果
传统的平面密封结构与斜坡式密封结构机油盘形成的密封胶带对比如图7、图8。

图7 传统平面结构压胶效果

图8 斜坡式密封结构压胶效果
从图7、图8中能看出:传统的平面密封结构挤出的密封胶有较多片状,在耐久试验中片状密封胶处基本都出现断胶的现象。在拆机时发现图7中标注1的通孔处出现渗油,笔者分析原因是该处密封胶断裂后机油从断口处渗出。对比2种不同密封结构可以得出结论:
(1)斜坡式溶胶结构可以大大改善机油盘内圈的密封胶待的质量。
(2)片状的密封胶带在实际使用中易出现断裂现象,机油易从断胶处渗漏。
(3)斜坡式的溶胶结构可以提高机油盘内圈密封胶带的质量,提高发动机的密封性能。
3.2 放油螺塞结构优化效果
笔者用同一台发动机进行在长缸体油道试漏试验,试验气压为30.28 kPa,先使用传统金属平垫片密封放油螺塞试验,螺栓规格为M14,上紧力矩为40 N·m,显示漏气量为84.3 ml/min,结果不合格,用肥皂水检查漏点发现是放油螺塞安装面处漏气。将放油螺塞力矩加到51 N·m后再进行性试漏,漏气量为8.2 ml/min,结果合格。接着更换相同规格的橡胶垫密封结构放油螺塞,上紧力矩为40 N·m,漏气量为7.5 ml/min,结果合格,见表1。

表1 长缸体试漏试验数据
由表1可得到的结论有:
(1)金属平垫片密封结构的放油螺塞密封性不如橡胶垫密封结构的放油螺塞。
(2)金属平垫片密封结构的放油螺塞需要较大的上紧力矩才能起到密封效果,设计时需要充分考虑螺栓的屈服极限。
机油盘是发动机储存润滑油和散热的零件,要求机油盘具有良好的密封性,密封胶和密封结构决定了发动机的密封性能。密封性只是机油盘设计工作中需要考虑的因素之一,在设计者在设计机油盘时除了密封性外,还需要注意挡油板的挡油效果、放油螺塞的位置、机油盘容积和最高油面的校核等[2]。笔者在文章中主要分享了机油盘密封结构对密封性的影响,希望能对广大设计者在今后的设计工作中有所帮助。
猜你喜欢 密封面放油溶胶 勘 误农业装备与车辆工程(2022年10期)2022-12-10铝合金油箱放油塞可靠性分析汽车实用技术(2022年15期)2022-08-19多因素作用下储气库注采井油管接头气密性分析*润滑与密封(2022年7期)2022-07-14浅谈氧化铝溶胶制备中溶胶黏度的变化中国新技术新产品(2022年6期)2022-07-03航空发动机应急放油功能失效故障分析航空发动机(2021年1期)2021-05-22氢氧化铁溶胶实验制备方法的改进山东医学高等专科学校学报(2020年5期)2020-11-25航班放油39吨备降救人文萃报·周五版(2019年13期)2019-09-10油套管特殊螺纹密封面微观泄漏机制研究*润滑与密封(2019年8期)2019-08-27万米高空,在线放油?航空知识(2019年5期)2019-07-23溶胶-凝胶法制备陶瓷膜研究进展无机盐工业(2019年1期)2019-01-16