随着非常规油气资源开采的深入发展, 水平井多段、 大体积压裂技术已成为其增储上产的有效手段
。
在体积压裂作业过程中, 往往存在着剪切、 滑移、 错段等复杂的地层行为, 使得套管受到复杂多变的外部应力, 导致套管挤毁失效频繁发生
。
另外, 在射孔压裂过程中,套管不仅需要承受井筒内、 外流体产生的压力,还要承受地层瞬间压力变动所产生的冲击载荷等多种复杂载荷, 常规的API 高钢级套管因韧性不足, 在该过程中易发生开裂, 并在复杂应力条件下裂纹易发生扩展, 从而导致套管失效
。
王军等
研究结果表明, 强韧性对套管的抗外压挤毁性能具有重要影响, 提高套管抗挤毁强度的手段主要集中在提升强韧性和几何尺寸精度等方面。因此, 高钢级套管的设计需要兼顾强度和韧性,在满足高强度的同时尽可能提高韧性指标, 满足生产使用安全性
。
以125 ksi 钢级套管为例,API SPEC 5CT 要求0 ℃全尺寸横向冲击功≥20 J,纵向冲击功≥41 J;
而Q/SY 07394 高抗挤套管标准将125 ksi 钢级套管冲击韧性要求提升为横向冲击功≥50 J, 纵向冲击功≥70 J, 强度与API SPEC 5CT 保持一致, 不仅可以保证套管的抗挤强度, 还可抑制损伤套管的脆性断裂, 降低射孔开裂所导致的挤毁风险
。
本研究以中碳低合金热轧管坯为对象, 研究不同热处理工艺条件下管材的强韧性匹配, 从而为高强、 高韧性套管研发提供技术支撑。
试验材料为采用超洁净冶炼、 均质化连铸、热机械轧制技术制备的Φ139.7 mm 中碳低合金套管管坯。
该管材成分以C、 Mn 元素为基础,通过添加Cr、 Nb、 V、 Ti 等强韧化合金元素,同时严格进行P、 S 等杂质元素控制, 以期实现最终产品强度和韧性的优质匹配。
管坯化学成分见表1, 力学性能见表2。
试验用管坯显微组织如图1 所示, 从图1 可以看出, 组织为等轴铁素体+细珠光体+贝氏体。



2.1 热处理工艺
热处理工艺参数对材料组织性能影响至关重要, 合理的热处理工艺可显著提高材料的综合性能。
按照YB∕T 5127—2018 《钢的临界点测定(膨胀法)》 标准, 测定该试验钢的奥氏体转变温度(A
) 为857.6 ℃。
参照相变点, 选择适宜的加热温度和保温时间进行热处理试验。
一般淬火温度的确定原则为钢的A
以上30~50 ℃, 同时不仅考虑生产线装置实际情况(如高压水除鳞导致温降、 设备布局距离等因素), 而且也考虑热矫直终了温度等标准要求, 因此淬火温度选择930 ℃。
加热时间以充分奥氏体化及合金均质化为原则, 考虑生产线加热能力及钢管透热达到内外壁及心部温度均匀化, 淬火保温时间选择55 min, 回火保温时间选择110 min, 回火选择470~550 ℃系列温度。
在天然气炉中开展整管全长热处理, 具体工艺过程如图2 所示。

2.2 检测方法
拉伸性能检测依照ASTM A370 标准在Z1200拉伸试验机上进行。
板状试样尺寸为400 mm ×25.4 mm, 取2 组试样, 最终试验结果取2 组试样的平均值。
冲击性能检测依照ASTM A370 在DM750试验机上进行, V 形缺口试样尺寸为55 mm×10 mm×10 mm, 试验温度为0 ℃。
每组取3 件试样, 最终试验数据取3 件试样数据的平均值。
我国企业物流标准化平台建设滞后。物流标准化平台,也就是要求将物流信息的交流以及数据资源的共享充分实现,是实现物流信息化的基础[3]。但由于我国企业缺少相应的建设物流标准信息平台的标准和技术,不利于平台的发展。比如,我国一些企业仍运用的是较为落后、传统的信息管理技术。所以,要将完善的物流标准化信息平台建立起来,还需要将平台建设相关技术问题有效解决。
坡向对于太阳的光照、住宅的采光度有着重要的影响。客家人对住宅选址、布局、门的朝向上讲究“风水”,坡向(图4b)也是影响客家人的建筑分布的一个因子。对DEM数据进行坡度提取得到梅县区内地形的坡度数据(图4c)。使用ArcGIS的分类功能,按照城市建设划分标准中划分为地平地、平地、平坡地、缓坡地、中坡地、陡坡地6种类型分别占总面积的0.21%、5.48%、14.22%、23.58%、48.03%、8.48%,平均坡度为12.5°,坡度标准差为8.23°。
3.1 强韧性匹配
结合图4 和图5 可以看出, 经淬火+回火后套管管材获得马氏体板条细小的回火索氏体组织, 且马氏体铁素体基体上弥散分布着细小碳化物颗粒。
在回火过程中, 这些碳化物主要析出在晶界、 板条界及板条束界等位置, 钉扎阻碍着组织晶粒长大, 从而实现细晶强化、 弥散强化等作用, 使套管具有较好的强韧匹配
。
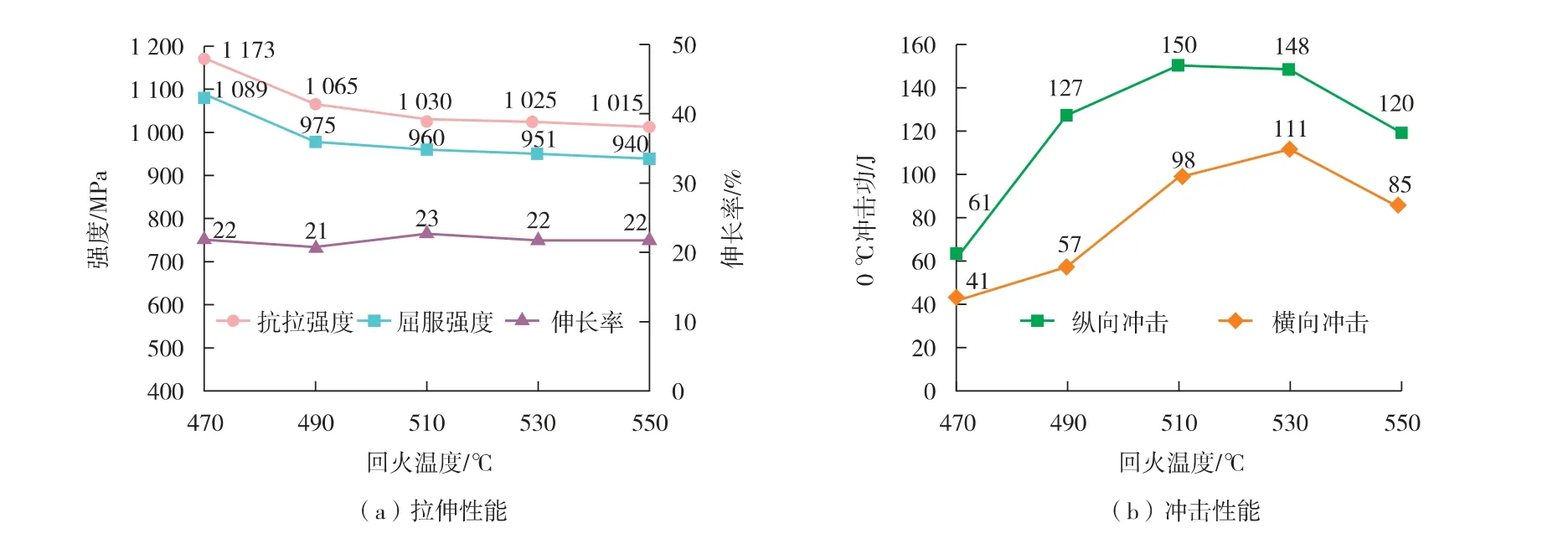
从图3 还可以看出, 随回火温度升高, 套管强度呈下降趋势, 冲击韧性呈先升后降趋势, 伸长率几乎保持不变。
当采用930 ℃/55 min 淬火+(510~530) ℃/110 min 回火工艺时, 套管屈服强度为951~960 MPa, 抗拉强度为1 025~1 030 MPa,伸长率达22%以上, 横向冲击功为98~111 J,纵向冲击功达148 J 以上。
该结果可以对标Q/SY 07394 高抗挤套管对125 ksi 钢级套管的要求(屈服强度862~1 034 MPa, 抗拉强度≥931 MPa,伸长率≥13%, 0 ℃横向冲击值≥50 J, 纵向冲击功≥70 J)。
结果表明, 在该热处理工艺下不仅可完全满足Q/SY 07394 标准对125 ksi 钢级高抗挤套管强韧性要求, 且可具有最佳强韧性匹配。
其中,摄像头数量多、监控区域范围大、系统架构复杂、业务面宽等是软件平台面临的主要技术问题,可归纳为如下几点:
3.2 显微组织
图4 为淬透试样的EBSD 晶粒尺寸检测结果, 从图4 可以看出, 该试验管坯经淬火后, 其奥氏体晶粒尺寸普遍小于11 μm, 平均尺寸为3.10 μm。
同时, 依据ASTM E112 晶粒度测定方法, 测得晶粒度等级为11 级, 远远高于Q/SY 07394 标准要求的8 级, 表明套管管材淬火后晶粒得到细化, 为后续进一步获得细小的回火组织并实现最佳强韧性匹配奠定了基础。
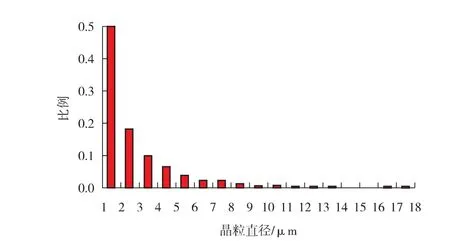
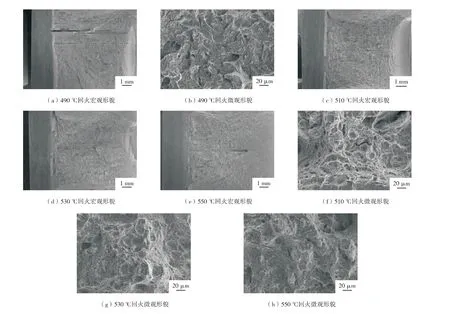
图6 为不同回火温度下冲击断口形貌, 其中断口微观形貌为不稳定扩展区形貌。
当回火温度为490 ℃时, 如图6 (a) 所示, 宏观断口存在明显的放射区和分层现象, 纤维区和剪切唇面积所占比例较低;
微观断口如图6 (b) 所示, 主要呈现解理+准解理特征, 韧窝较少, 因此, 490 ℃回火时, 管材冲击韧性较低。
当回火温度达到510 ℃以上时, 如图6 (c) ~图6 (e)所示, 宏观断口纤维区和剪切唇占比明显提升, 且无明显的放射花样;
在510~530 ℃回火时, 从图6 (f) 和图6 (g) 可看出, 微观断口形貌以韧窝+二次裂纹为主, 管材具有较高的冲击韧性;
当回火温度升至550 ℃时, 微观断口中韧窝较530 ℃时明显减少, 且出现明显的准解理特征, 如图6 (h) 所示, 管材冲击韧性有所下降。
在进行显微组织和断口观察时, 将金相试样研磨、 抛光后用4%的硝酸酒精侵蚀, 使用Olympus-PMG3 型光学显微镜、 日立S3700 扫描电子显微镜 (SEM) 进行显微组织观察;
采用Zeiss 扫描电子显微镜(SEM) 进行冲击断口形貌观察。
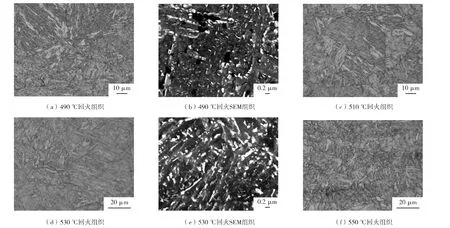
图3 为不同热处理工艺下套管拉伸性能和冲击性能检测结果。
未经全长热处理的热轧管坯其强度处于80 ksi 钢级水平, 冲击值为20~25 J(表2), 但经930 ℃淬火+470~550 ℃回火后管坯强度与韧性均得到不同程度的提升, 其中屈服强度达到135 ksi 钢级水平 (≥951 MPa), 纵向冲击功最高达150 J, 横向冲击功最高达111 J。
3.3 断口分析
图5 为不同回火温度下管材显微组织, 从图5可以看出, 在490~550 ℃回火时, 组织均为回火索氏体。
在490 ℃回火时, 晶界内马氏体板条及板条束边界清晰, 位相明显, 部分发生再结晶, 如图5 (a) 所示;
同时马氏体铁素体基体上析出大量细小的碳化物颗粒, 均匀弥散分布在晶界、 马氏体板条界及板条束界等位置, 如图5 (b) 所示。当回火温度510~530 ℃时, 马氏体板条铁素体出现明显的再结晶, 并随着温度的升高, 马氏体板条及板条束边界比较模糊, 马氏体位相部分消失, 如图5 (c) 和图5 (d) 所示;
530 ℃回火时, 马氏体铁素体基体上析出碳化物占比明显多于490 ℃时, 碳化物析出更加充分, 如图5 (e) 所示。
当回火温度提高到550 ℃时, 进一步发生再结晶, 马氏体铁素体部分呈多边形块状, 如图5 (f) 所示。
针对上述现象分析认为, 当采用490 ℃回火处理时, 回火温度相对较低, 马氏体板条中过饱和的固溶碳析出不充分, 材料硬度较高,内应力大, 宏观上表现为高强度、 低韧性;
当回火温度为510~530 ℃时, 随着回火温度的升高, 马氏体板条中过饱和的固溶碳进一步析出,随着马氏体板条界、 板条束界及晶界上碳化物析出的增多, 形成了弥散强化质点, 起到钉扎晶界的作用, 阻碍晶粒的长大, 晶粒越细, 晶界越多, 裂纹扩展阻力就越大, 可使材料的抗脆断能力相应提升, 马氏体板条铁素体发生回复再结晶, 从而使管材在该热处理温度范围内具有高强度和高韧性, 乃至获得最佳的强韧性匹配;
随着回火温度进一步升高, 晶界及马氏体条束处碳化物球化并聚集长大, 碳化物的弥散强化和钉扎作用下降, 对位错运动阻碍作用显著减弱, 是导致钢的强度及韧性下降的主要原因
。
killall & iptables -D INPUT -s 198. **.98.245 -j DROP
(1) 该 热 轧 管 坯 在930 ℃/55 min 淬 火+(510~530) ℃/110 min 回火工艺下具有最佳的强韧匹配, 屈服强度达到951 MPa 以上, 抗拉强度达到1 025 MPa 以上, 伸长率22%以上, 0 ℃横向冲击功达到98 J 以上, 纵向冲击功达到148 J以上, 晶粒度等级达到11 级, 能够满足125 ksi钢级高抗挤套管管材设计要求。
(2) 在回火工艺制度下, 随回火温度升高,管材强度呈下降趋势, 冲击韧性呈先增加后降低趋势, 其原因在于回火温度对管材的微观强化和断裂机制产生影响。
随着回火温度升高, 马氏体板条发生回复和再结晶, 过饱和碳析出并形成弥散分布碳化物, 导致管材强度降低且韧性升高,冲击断口形貌则以解理+准解理为主转变成以韧窝+二次裂纹为主。
随着温度继续升高, 碳化物发生偏聚和粗化, 强化作用和晶界强度减弱, 导致管材强度和韧性降低, 冲击断口形貌则以韧窝+准解理为主。
[1] 席岩,李军,柳贡慧,等. 页岩气水平井多级压裂过程中套管变形研究综述[J]. 特种油气藏,2019,26(1):1-6.
[2] 刘合,刘伟,王素玲,等. 水平井体积压裂套管失效机制研究现状及趋势初探[J]. 中国石油大学学报(自然科学版),2020,44(6):53-62.
[3] 李聪品. 水平井压裂技术在低渗透油田的发展及应用[J].化学工程与装备,2017(9):276-278.
[4] 蒋廷学,王海涛,卞晓冰,等. 水平井体积压裂技术研究与应用[J]. 岩性油气藏,2018,30(3):1-11.
[5] 田中兰,石林,乔磊. 页岩气水平井井筒完整性问题及对策[J]. 天然气工业,2015,35(9):70-76.
[6] 戴强. 页岩气井完井改造期间生产套管损坏原因初探[J]. 钻采工艺,2015,38 (3):22-25.
[7] 董晓明,张忠铧,罗蒙. 页岩气开发用髙强髙韧套管设计及适用性研究[J]. 石油管材与仪器,2017(1):47-51.
[8] 毕宗岳,李远征,何石磊,等. 页岩气井用高性能SEW Q125 套管研制[J]. 钢管,2021,50(2):38-41.
[9] 王军,田晓龙,樊振兴,等. SEW 高抗挤套管抗外压挤毁性能研究[J]. 钢管,2014,43(2):16-21.
[10] 李阳华,赵延阔,武岳,等. 回火温度对超高强高韧V150 套管组织性能的影响[J]. 中南大学学报(自然科学版),2012,43(6):2129-2136.
[11] 李周波,刘和平,何勇. BSG-125TT SEW 高抗挤套管性能研究[J]. 焊管,2021,44(12):27-32.
[12] 何石磊,毕宗岳,李周波,等. 注水井用高抗挤套管的开发[J]. 焊管,2019,42(6):19-24.
[13] 王军,毕宗岳,张峰,等. BSG-110TT 高抗挤套管的开发[J]. 钢铁钒钛,2014,35(5):122-128.
[14] 武会宾,马茂源,王立东,等. 热处理工艺对Q125 级石油套管钢组织和性能的影响[J]. 材料热处理学报,2012,33(5):81-84.
[15] 郑东升,刘丹,罗登,等. 回火温度对超高强钢微观组织及力学性能的影响[J]. 材料热处理学报,2020,41(12):90-96.
猜你喜欢 断口管材套管 中深层套管式地埋管换热器换热性能模拟研究煤气与热力(2022年2期)2022-03-09定向井下套管配套技术措施的研究及应用石油研究(2019年12期)2019-09-10套管磨损机理研究智富时代(2018年7期)2018-09-03套管磨损机理研究智富时代(2018年7期)2018-09-03Lycoming发动机机匣贯穿螺栓失效机理分析科学与财富(2018年22期)2018-08-18CJ/T493—2016给水用高性能硬聚氯乙烯管材及连接件中国建筑金属结构(2018年4期)2018-05-23GH738合金晶粒组织与力学性能的关联性山东工业技术(2017年11期)2017-06-13500kV变压器、电抗器的套管事故分析及预防中文信息(2016年6期)2016-10-21塑料管在给排水管道中的运用解析建筑工程技术与设计(2015年22期)2015-10-21YHG 500Q集装箱式焊轨车参数调试及断口分析科技视界(2015年25期)2015-09-01