李东东 王政
摘 要:结合车用高锰钢履带板静压造型技术存在的问题,以及高密度湿型粘土砂的限制性,联系高锰钢材料的冶金特点以及力学性,还有车用高锰钢带板的特点,通过对静压造型铸造成型开展工艺的开发,提出符合静压造型技术装备铸造车用高锰钢履带板的铸造成型工艺以及高密度湿型粘土砂技术,并且在生产中获得了比较好的运用,明显提高了车用高锰钢履带板的质量,产生了不错的效果。
关键词:铸造;静压造型;高密度湿型粘土砂
1引言
现在,静压造型技术在我国以及国外铸铁的生产已经十分的成熟,可是在铸钢生产的应用情况还比较少,国外也并没有比较成熟的技术,也并没有真正的运用到工业化的生产之中。高锰钢履带板是特种车主要行走的重要部件,严苛的做工,特殊的材料,结构工艺与技术情况,更加提高了高锰钢履带板静压造型铸造的技术难度,高锰钢履帶板静压造型铸造成型的研究还比较少。因此,本文就其进行分析。
2高锰钢履带板静压造型技术介绍
2.1高锰钢履带板静压造型技术装备及生产线简介
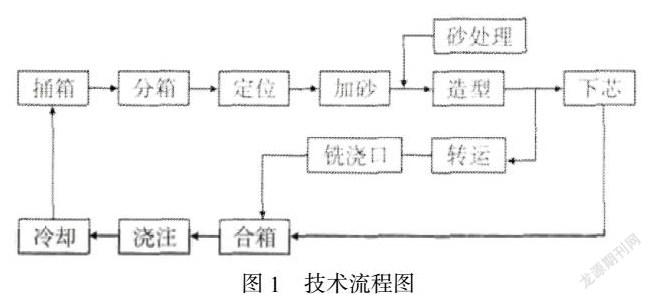
高锰钢履带静压造型自动化的生产线是德国进口造型的主机以及国内配套辅助机,技术流程根据图1可知:
高锰钢履带板静压造型自动化铸造的生产线,具体的设备包含下面几种:静压造型技术装备、落砂机、液压泵站、液压控制系统、造型输送系统、电控系统还有分箱机等。高锰钢履带板静压造型技术的装备型号是EFA-SD4型带转台还有多触头挤压装置的自动静压造型机。
2.2静压造型高密度湿型粘土砂
湿型的粘土砂的基本组成有膨润土、砂子、金属微粒以及水还有溶凝质等成分。高密度湿型粘土砂为高密度的造型湿型粘土砂发展形成的一种全新的砂种,是一种特别复杂的散体材料,其中包含气体、液体以及固体,三种形体共存,具有弹性、粘性还有塑性。
静压造型为高密度造型的方法之一,规定型砂的工艺性除了具有普通的湿型粘土砂的透气性,水分还有可塑性特点,还有比较好的流动性以及好的退让性,比较高的耐热性与热湿拉强度,以及比较不错的稳定性。此外,其还需要遵守静压造型特征对湿型粘土砂所规定的独有的工艺性,也就是高密度湿型粘土砂的工艺性。针对高锰钢履带板静压造型铸造成型来说,在这个条件下,还需要思考高锰钢材料的冶金特点以及力学特点,特种车高锰钢履带板的特殊性,才可以生产出质量达标的铸件。因为,高锰钢履带板静压造型高密度湿型粘土砂的规定比别的造型方法更加的严苛,所以其工艺设备以及质量管控技术难度比较高,技术跨越性比较大。
3静压造型技术开发
3.1静压造型铸造成型压实工艺参数优化
静压造型铸造成型压实技术参数会对砂型的强度还有安定性以及刚性造成直接的作用,从而对铸件尺寸轮廓的精确度以及表面的粗糙程度等造成影响。一般来讲,伴随着静压造型铸造成型压实比亚增高,砂型的强度以及安定性还有刚性明显增加,型壁位移距离减少,铸件的尺寸轮廓精度也更加的准确,粗糙程度明显降低,铸件的内部组织也越来越紧密。可是,静压造型压实比压的增加,使得砂型的退让性、落砂性还有排气性明显变得更加的严重。砂型的退让性变得越来越不好,会影响铸件自由的伸缩,铸件容易出现裂纹。落砂性变得越来越不好,造成型砂回收十分的难,砂处理的压力也会增加,排气性变差,铸件也十分容易出现气孔。多方面思考多种原因,并且经过生产实际检验,明确了分型面平均硬度是85-90GF,型腔垂直面平均的硬度超过了80GF,同一种砂型的表面的硬度差别小于等于5GF,刮砂之后砂型背面没有凹陷的情况,平面度小于等于3mm。
3.2高密度湿型粘土砂工艺开发
3.2.1高密度湿型粘土砂的原材料选择
选择原材料不合理会给型砂的功能造成十分不好的影响,十分容易造成铸件形成粘砂、气孔、裂纹、砂眼以及掉砂等问题。所以,科学地选择造型原材料为高密度湿型粘土砂的主要步骤。
3.2.2 高密度湿型粘土砂配方、工艺性能优化与其他
第一,高密度湿型粘土砂工艺的配方。结合试验结果综合选择,并且通过工艺配方修正,明确最佳的工艺配方是:回用旧砂(95%-97%),加上新砂(3%-5%),再加上膨润土(0.4%-0.6%),还有铸钢粘结剂(0.25%-0.5%)以及适量的工业水。
第二,工艺性能的优化。高密度湿型粘土砂的一般功效,水分管控在2.6%-3.3%,紧实率维持在(45±5)%,透气性在280-400之间,湿压强度是80-110kpa。粘土砂的一般功效含泥量要维持在7%到10%之间,有效膨润土维持在4%-6%之间,灼减量不能够高于5%。旧砂的含水量维持在1.5%-2%之间,温度在45摄氏度之下。含泥量高于10%要回用旧砂进行排放。
第三,其他技术因素的管控。型砂通过多次的浇筑,反复的应用,砂温不断提高,铸件容易出现损坏的情况,在造型的时候砂粒十分容易附着在模具上面,直接影响铸件的质量与大小,旧砂的水分含有量对型砂的功效有十分大的作用,符合要求的旧砂含水量可以保证旧砂在从浇注完成到重新进入到混砂机,开展混碾这个环节中有效的膨润土维持一定的水化情况,进入到混砂机只需要增加一些水,在比较短的时间之内做完混砂的整个环节。冷却喷水量应该是总喷水量的25%-33%之间,进入到冷却床之前进行第二次测量温度,并且增加湿度,水雾把冷却汽化潜热所需要的数量加够,也就是到达旧砂在40摄氏度之下的冷却效果。高密度湿型粘土砂一般功效水分、紧实度、透气性以及湿压强度1炉抽检1-2碾。一般功效含泥量、灼减量的检测次数在一周1-2次之间,有效的膨润土检测频率为每周5次。
3.3高锰钢履带板的生产实践及工业化应用
研发符合静压造型方式铸造车用高锰钢履带板铸造技术,不管是从型砂功效还是造型的能力都比最初的技术高。从静压造型铸造成型工艺开发完成之后,在生产方面获得了比较好的运用,生产十分的稳定,并且生产出高质量的铸件。浇筑的三个类型的高锰钢履带板的合格率比之前的技术提高了20%之上,已经实现收益超过了上千万,形成了很大的经济效益,并且催生了技术发明专利。
4结论
通过分析高锰钢履带板静压造型铸造技术,冲破了高锰钢履带板静压造型高密度湿型粘土砂技术的主要技术内容,研发出了符合高锰钢履带板静压造型生产线的铸造成型技术,真正的解决了车用高锰钢履带板静压造型的困难,符合高锰钢履带板静压造型铸造生产线的设计规定,表现出了静压造型生产线的技术优点,并且生产出高质量的铸件。
参考文献:
[1]沈孝芹,李欢欢,于复生,等.工程机械用高强钢及其焊接研究现状[J].热加工工艺,2017,46(1):18-22.
[2]张懿,唐建新.硅含量和热处理工艺对低合金耐磨钢力学性能的影响[J].材料热处理技术,2011,40(12):160-162.
[3]王珊,刘敬平,张冬梅.低合金耐磨钢ZG34Mn2SiV的研制[J].金属热处理,2016,41(2):32-34.
[4]宋量.钢铁耐磨铸件的生产和标准[J].铸造技术,2010,31(6):776-778.
[5]徐立华,殷铭.贝氏体机械用钢的回火工艺研究[J].热加工工艺,2016, 45(2):183-185.